Cured-in-Place Pipe (CIPP)
Cured in Place Pipe (CIPP) can be used to rehabilitate sanitary sewers, storm drains and pressure pipelines for water, gas and process effluents. Circular pipe from 100-2,700mm and a variety of noncircular pipe such as egg shapes, ovoids, and box culverts can be lined. Lining with CIPP removes the pipe from service for the duration of the installation and reinstatement process so overpumping or provision of an alternate source of supply may be necessary.Prior to lining, the pipe must be cleaned by jetting to remove corrosion debris and detritus. Protruding lateral connections also must be removed. Local repairs may be required where the existing pipe is substantially deformed or damaged. After lining, the service connections or laterals are reinstated and the pipe is returned to service, usually within the same day. Lined water mains must be disinfected before returning to service.CIPP liners of non-woven polyester felt or fibre reinforced fabric are manufactured to fit the host pipe. The liners are impregnated with a polymer resin, which when cured will form a close fitting liner pipe within the host pipe. The liner may be designed with sufficient thickness when cured to sustain the loads imposed by external groundwater and internal service pressure, and by soil and traffic acting on the pipe. The liner is thoroughly saturated with polyester, vinyl ester epoxy or silicate resin using vacuum, gravity or other applied pressure. The resin includes a chemical catalyst or hardener to facilitate curing. The outermost layer of the liner tube is coated with a polymer film to protect the liner during handling and installation. The impregnated liner may be chilled for transportation to maintain stability until installed.
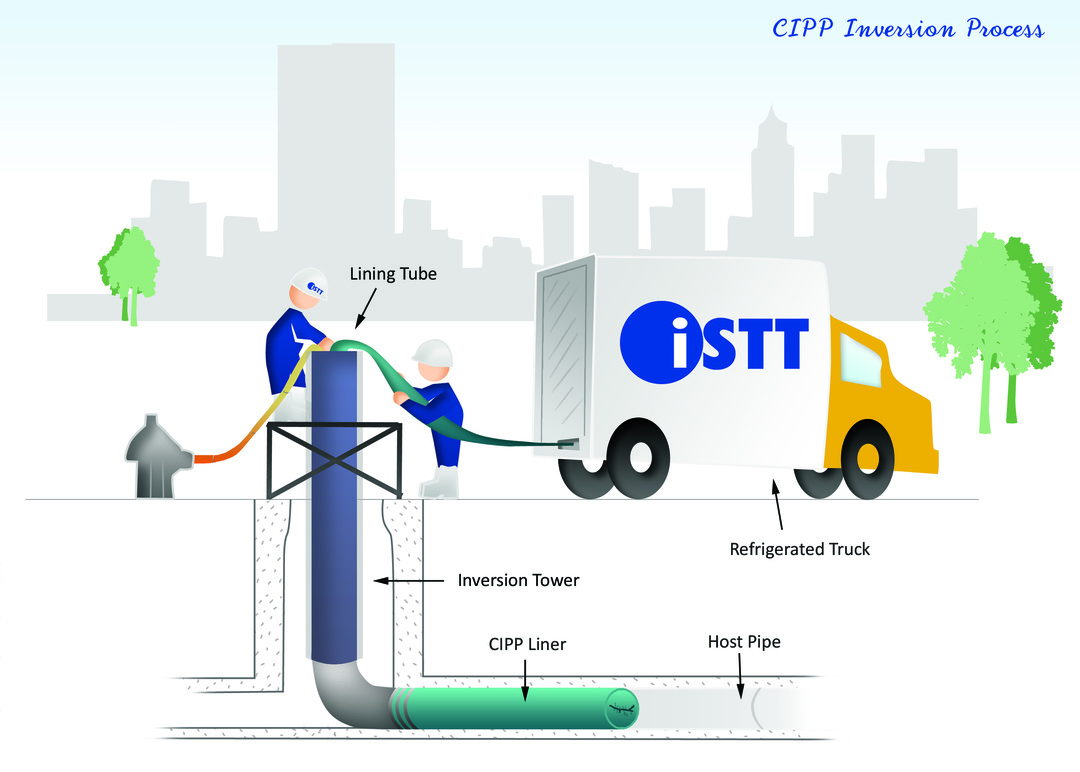
CIPP liners may be installed using the inversion method as shown above. The inversion method employs a scaffold tower or pressure vessel to apply air or water pressure to turn the liner inside out and push it along the host pipe. CIPP liners also may be installed by winching into place through a manhole or specially prepared access point and inflated to come into close contact with the circumference of the existing pipe. The liner is restrained in any intermediate manhole.CIPP liners may be inflated or inverted with air or water pressure. Lengths installed may vary from short sections over a joint or defect, to full length linings typically 30-150m. Lengths of up to 900m have been installed in a single shot.The resin impregnated liner may cure at ambient temperature but the cure is more usually accelerated by application of heat by circulation of inversion water through a boiler, blending steam with inflation air or by pulling through a UV light train. After the pipe has been cured, the liner is cooled and the ends removed flush with the pipe ends, and sealed where necessary. The curing water or steam condensate and the trimmings cut from the liner are removed for safe disposal. A sample of the CIPP may be taken from pipe ends or from a mould cured under the conditions of manufacture for testing and verification that the liner met performance specifications.
Composition
The most common resin used in CIPP is polyester resin. It has excellent properties for many applications and is economical but other resins are used for specific applications. In particular, vinyl ester resins may be used for better resistance to chemical attack and epoxy resins for higher strengths and use in potable water applications. Fillers may be added to the resin to increase the modulus of the cured resin and to reduce costs. The common requirement is that the resin composition be designed so that the liner can be installed in the uncured and flexible state and then that the curing and hardening will be initiated while the liner is expanded against the interior of the host pipe. The flexibility in the exact composition of the resin means that installations can be tailored to specific requirements but also implies that adequate quality control measures be used to document the installation.
Reinforcement
In the traditional CIPP process, the uncured resin is impregnated into an unwoven felt fabric which essentially serves to hold the resin in place while the liner is installed in the pipe. The felt fabric does not contribute significantly to the strength or modulus of the liner once the liner is cured. However, it is also possible to use woven fabrics with greatly enhanced structural properties. These can be designed to allow thinner liners or liners with superior strength and modulus properties.
Curing Process
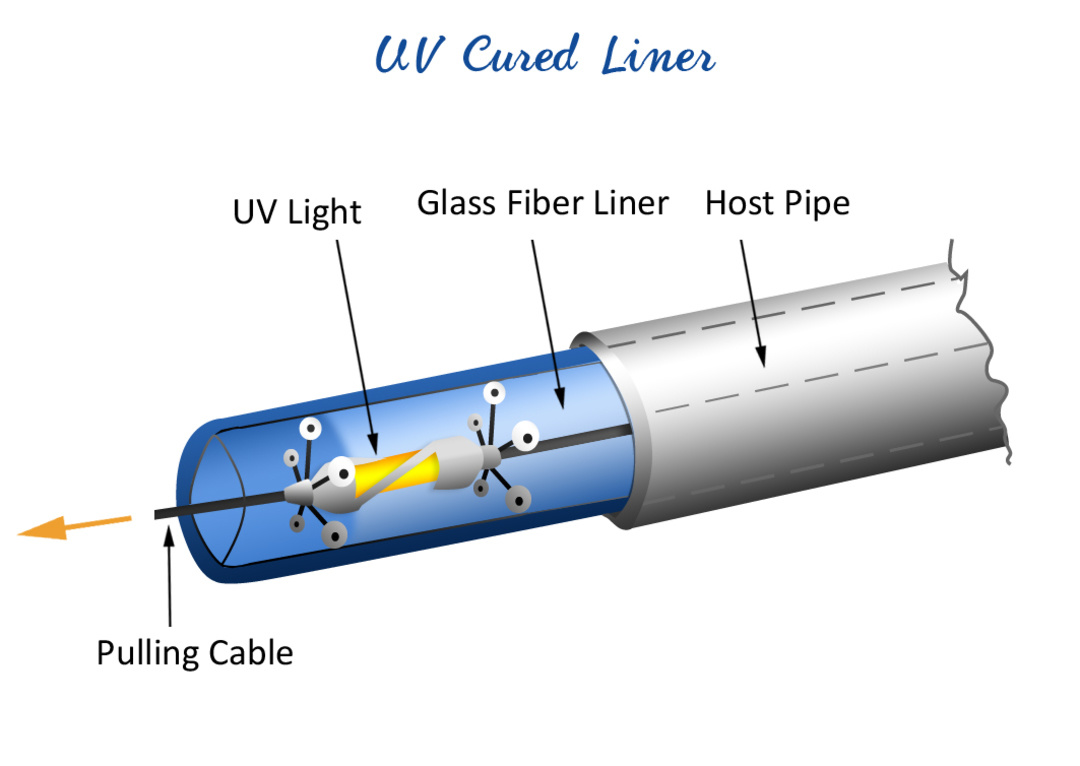
The uncured resin is designed so that, once the liner has been installed, the curing process can completed while the liner is held against the interior of the host pipe and within a reasonable length of time. The simplest approach is simply to allow the resin to cure under ambient conditions (i.e. at the temperature that will be present when the liner is installed in the host pipe). This can work but is much slower than the other approaches used and may be vulnerable to unexpected temperature variations during installation. The most common curing process used for CIPP liners has been a hot water cure. In this approach, hot water is used to both inflate the liner against the host pipe and to initiate the resin cure. To speed liner cure, steam can be used instead of hot water for the cure with the steam pressure inflating the liner rather than the hot water pressure. The curing process for resins is exothermic and hence this heat released contributes to the curing process once the curing is initiated. Resins can also be designed to have the cure initiated using ultra-violet light. This type of liner has a long shelf life, is inflated by air pressure and has the light train inserted within the inflated liner to accomplish the cure. For specialized applications, the heat from electric wires embedded in the liner can be used to initiate the cure. Combinations of curing can also be used – for instance for very thick liners. Control of the liner installation and curing process is important for consistent and high quality liners. Embedded temperature sensors can monitor the thermal evolution of the liner during curing to make sure that adequate curing is achieved. The ultra-violet cure system allows an inspection of the full length of the interior of the liner before the curing process is started.
Insertion Process
The first CIPP liner installed in London in 1971 was pulled into position within the host pipe and then inflated and cured. However, within a few years, an inversion installation process had been developed in which the impregnated liner was contained within a plastic handling layer and was unfurled (inverted) within the host pipe using water or air pressure. This method causes the liner to unwrap itself within the host pipe without the need to drag the prepared liner through the host pipe. The handling layer remains on the inside of the finished liner and the impregnated felt/fabric winds up in direct contact with the host pipe. In some cases (notably when heavy groundwater inflows are present), a pre-liner can be inverted within the host pipe and then the actual liner inverted within the protection of the pre-liner – preventing washout of the resin before curing. In the pull-in process, there is a handling/sealing layer on both the outer and inner surfaces of the liner. This allows the liner to be pulled in place and then for the inflation and curing process to be accomplished from inside the liner. Both methods are effective for thermal curing and the choice can depend on job circumstances or contractor preference. Ultra-violet curing always follows the pull-in process.